Introduction
Inorganic pigments are among the most widely used colorants in industrial manufacturing due to their excellent durability, heat resistance, weatherability, and chemical stability. Compared with many organic pigments, inorganic pigments generally provide stronger hiding power and better long-term outdoor performance, making them essential in coatings, plastics, construction materials, ceramics, and specialty applications.
Today, inorganic pigments continue evolving alongside global trends in sustainability, environmental compliance, and high-performance material development. Modern industries increasingly demand pigments that combine color stability, regulatory safety, and production efficiency.
For general background information, see:
Inorganic pigment

What Are Inorganic Pigments?
Inorganic pigments are colorants primarily derived from mineral compounds, metal oxides, mixed metal oxides, or other inorganic chemical structures. Unlike dyes, they do not dissolve in the application medium and instead remain dispersed as solid particles.
These pigments are valued for their:
- High opacity
- Strong weather resistance
- Excellent heat stability
- Chemical resistance
- Long-term color durability
Because of these characteristics, inorganic pigments are commonly used in demanding outdoor and industrial environments where long service life is required.
Main Types of Inorganic Pigments
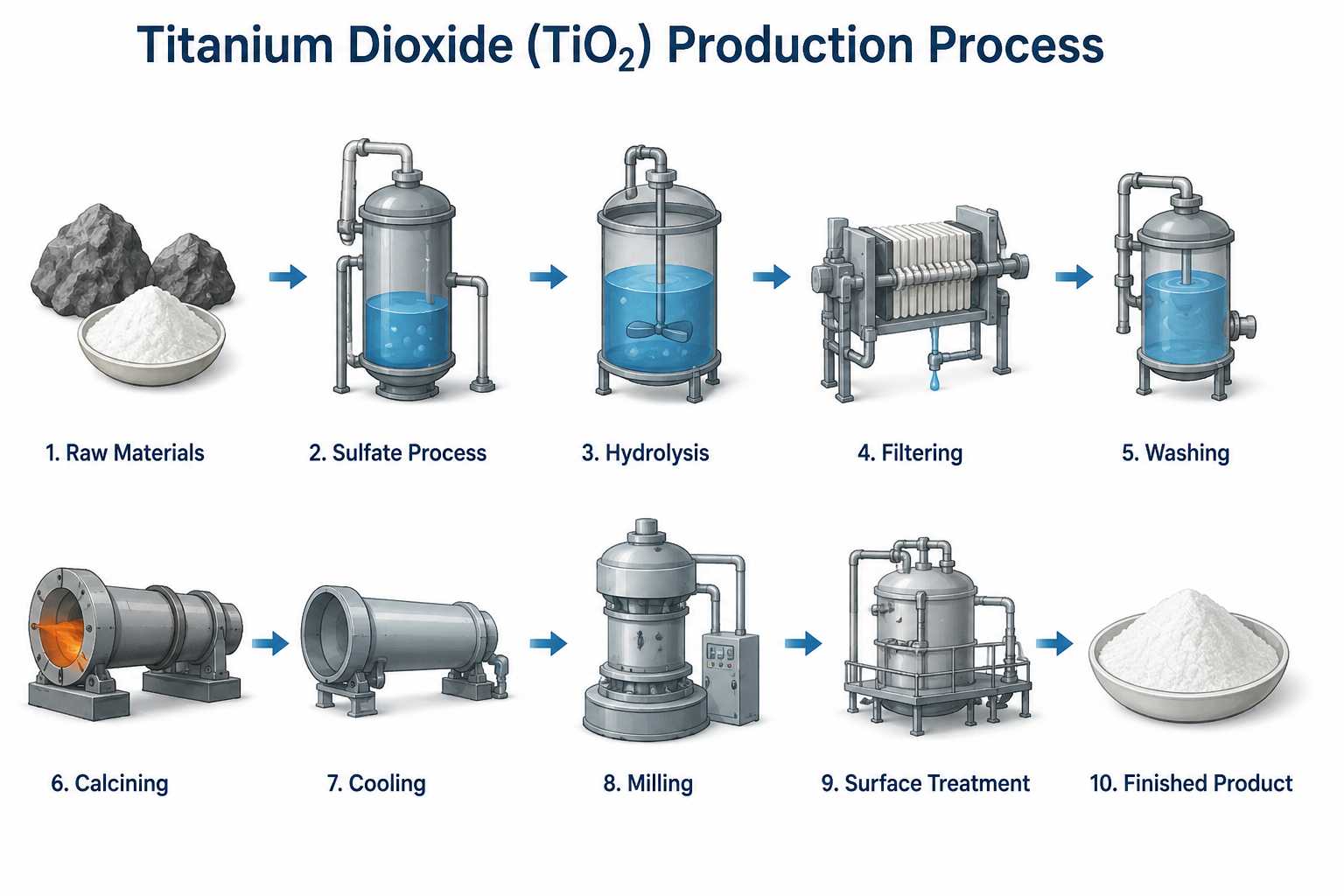
Titanium Dioxide (TiO₂)
Titanium dioxide is the world’s most widely used white pigment. It offers extremely high brightness, opacity, and UV resistance.
Key applications include:
- Architectural coatings
- Plastics
- Printing inks
- Paper
- Rubber products
Titanium dioxide is especially important in formulations requiring whiteness and hiding power.
Iron Oxide Pigments
Iron oxide pigments are among the oldest and most stable inorganic pigments. Common shades include:
- Red
- Yellow
- Black
- Brown
These pigments are widely used in:
- Construction materials
- Concrete coloring
- Industrial coatings
- Ceramics
- Asphalt products
Their popularity comes from excellent weather resistance, low cost, and strong UV durability.
Carbon Black
Although structurally different from metal oxide pigments, carbon black is often categorized within industrial inorganic pigment discussions because of its industrial role and durability.
Carbon black provides:
- Deep black coloration
- UV protection
- Conductivity in specialized applications
Typical applications include plastics, coatings, inks, rubber, and automotive components.
For additional technical reading, see:
Carbon Black Production and Applications Training Session

Ultramarine Blue
Ultramarine Blue (Pigment Blue 29) is a sodium aluminosilicate sulfur-containing pigment known for its bright reddish-blue shade.
Typical applications include:
- Plastics
- PVC products
- Decorative coatings
- Rubber
- Laundry whitening
- Color adjustment systems
Ultramarine pigments are also widely used to neutralize yellowish tones in white materials.
Complex Inorganic Color Pigments (CICP)
Complex inorganic color pigments have gained increasing attention in recent years because of their excellent durability and environmental performance.
These pigments are engineered mixed metal oxide systems designed for:
- High-temperature stability
- Solar heat management
- Exterior architectural coatings
- Engineering plastics
- Coil coatings
CICP technologies are increasingly used in cool roof coatings and high-performance industrial applications.
For additional information, see:
Mixed metal oxide pigment
Advantages of Inorganic Pigments
Excellent Weather Resistance
One of the biggest advantages of inorganic pigments is long-term outdoor durability. Many inorganic pigments maintain color stability even after years of UV exposure and harsh environmental conditions.
Strong Heat Stability
Many inorganic pigments can withstand temperatures exceeding 300°C, making them highly suitable for engineering plastics and industrial processing systems.
High Opacity and Hiding Power
Compared with many organic pigments, inorganic pigments generally provide stronger opacity, especially in white and earth-tone applications.
Chemical Stability
Inorganic pigments usually offer good resistance to acids, alkalis, solvents, and industrial chemicals.
Limitations of Inorganic Pigments
Despite their advantages, inorganic pigments also have certain limitations.
Lower Color Brightness
Compared with high-performance organic pigments, inorganic pigments often produce less vivid shades.
Higher Density
Many inorganic pigments have relatively high specific gravity, which may affect dispersion behavior and formulation balance.
Limited Chromatic Range
Bright reds, oranges, violets, and fluorescent shades are often difficult to achieve using only inorganic pigment systems.
For a broader comparison, see:
Organic vs Inorganic Pigments: Which Performs Better in Industrial Applications
Modern Industry Trends in Inorganic Pigments
Sustainability and Environmental Compliance
Global regulations continue driving the development of safer and more environmentally responsible pigment technologies. Lead-containing and heavy-metal-based pigments are increasingly being replaced by compliant alternatives.
For related reading, see:
https://www.finelandchem.com/why-lead-free-pigments-are-the-future-of-plastics-and-coatings/
Functional Pigments and Energy Efficiency
Modern inorganic pigments are increasingly designed not only for coloration, but also for functional performance such as:
- Infrared reflectivity
- Heat management
- Conductivity
- Corrosion protection
These advanced materials are becoming more important in architectural, automotive, and energy-related applications.
Improved Dispersion Technologies
Advances in surface treatment and particle engineering are helping inorganic pigments achieve better dispersion, gloss control, and compatibility with modern resin systems.
For more about pigment dispersion, see:
Pigment Dispersion Techniques Every Industrial Chemist Should Know
Applications of Inorganic Pigments
Inorganic pigments are widely used across multiple industries:
| Industry | Typical Applications |
|---|---|
| Coatings | Industrial paint, architectural paint, powder coatings |
| Plastics | PVC, PE, PP, engineering plastics |
| Construction | Concrete, bricks, roof tiles |
| Printing Inks | Packaging and specialty inks |
| Rubber | Tires, seals, industrial rubber |
| Ceramics | Tiles, glazes, porcelain |
Their combination of durability and cost-efficiency makes them indispensable for many large-scale industrial applications.
Conclusion
Inorganic pigments remain a foundational component of modern industrial coloration technologies. Their excellent weather resistance, heat stability, opacity, and durability continue making them essential in coatings, plastics, construction materials, and specialty applications.
As environmental regulations and sustainability standards continue evolving, the inorganic pigment industry is also moving toward cleaner production, safer formulations, and more advanced functional materials designed for next-generation industrial applications.